
L’industrie technologique est en pleine mutation. Les écrans plats s’effacent désormais devant des environnements 3D immersifs. C’est ici qu’intervient ce que l’on peut appeler la technologie de l’Holo-Printing. Elle vise à fusionner le logiciel et le matériel directement dans notre espace physique.
Cette avancée transformera progressivement la conception et la fabrication industrielles. Les créateurs dépassent aujourd’hui les simples pixels de la réalité mixte. Les chercheurs réinventent la fabrication additive pour tester des objets en temps réel. La frontière entre virtuel et réel s’efface ainsi devant un flux de production quasi instantané.

Le grand saut : quand l’informatique spatiale s’incarne dans le monde réel
Le marché de la réalité virtuelle grand public évolue. Les utilisateurs se lassent des casques lourds et du manque d’ergonomie des environnements isolés. À l’inverse, l’informatique spatiale progresse massivement dans le secteur professionnel. Les entreprises l’adoptent désormais pour manipuler des architectures tridimensionnelles et des données complexes.
Un obstacle majeur persiste pourtant dans cet usage quotidien. Les objets créés restent structurellement prisonniers de l’affichage numérique. Pour valider un design, l’œil humain a besoin d’une confrontation réelle avec la matière. Les simulations lumineuses ne remplacent pas les propriétés tactiles d’un véritable objet physique.
Les concepteurs réclament un transfert rapide du virtuel vers le réel. Pourtant, les méthodes de prototypage actuelles s’avèrent trop lentes et brisent la dynamique créative. L’industrie développe donc un pont physique pour matérialiser le calcul spatial. De nouveaux systèmes émergent pour instancier directement la matière sans assemblage complexe.
Qu’est-ce que l’Holo-Printing ? Définition d’une rupture technologique
L’Holo-Printing, ou fabrication additive volumétrique, marque une rupture avec l’impression 3D classique. Contrairement aux machines traditionnelles qui déposent des couches successives, il utilise un champ lumineux tridimensionnel. Grâce à ce procédé, la solidification se fait en une seule opération. L’objet est ainsi formé directement sans étapes intermédiaires.
Par ailleurs, cette approche supprime les limites des procédés séquentiels. L’impression classique laisse apparaître des stries de surface. Elle engendre aussi des faiblesses mécaniques le long des lignes de dépôt. À l’opposé, le procédé volumétrique crée une pièce homogène et lisse.
Le résultat final est un matériau uniforme et robuste. La polymérisation agit simultanément dans toutes les directions de l’espace. Les points de rupture liés aux couches disparaissent totalement. L’objet final possède alors des propriétés constantes et une finition nette sans polissage supplémentaire.
Les fondations physiques de la fabrication additive volumétrique
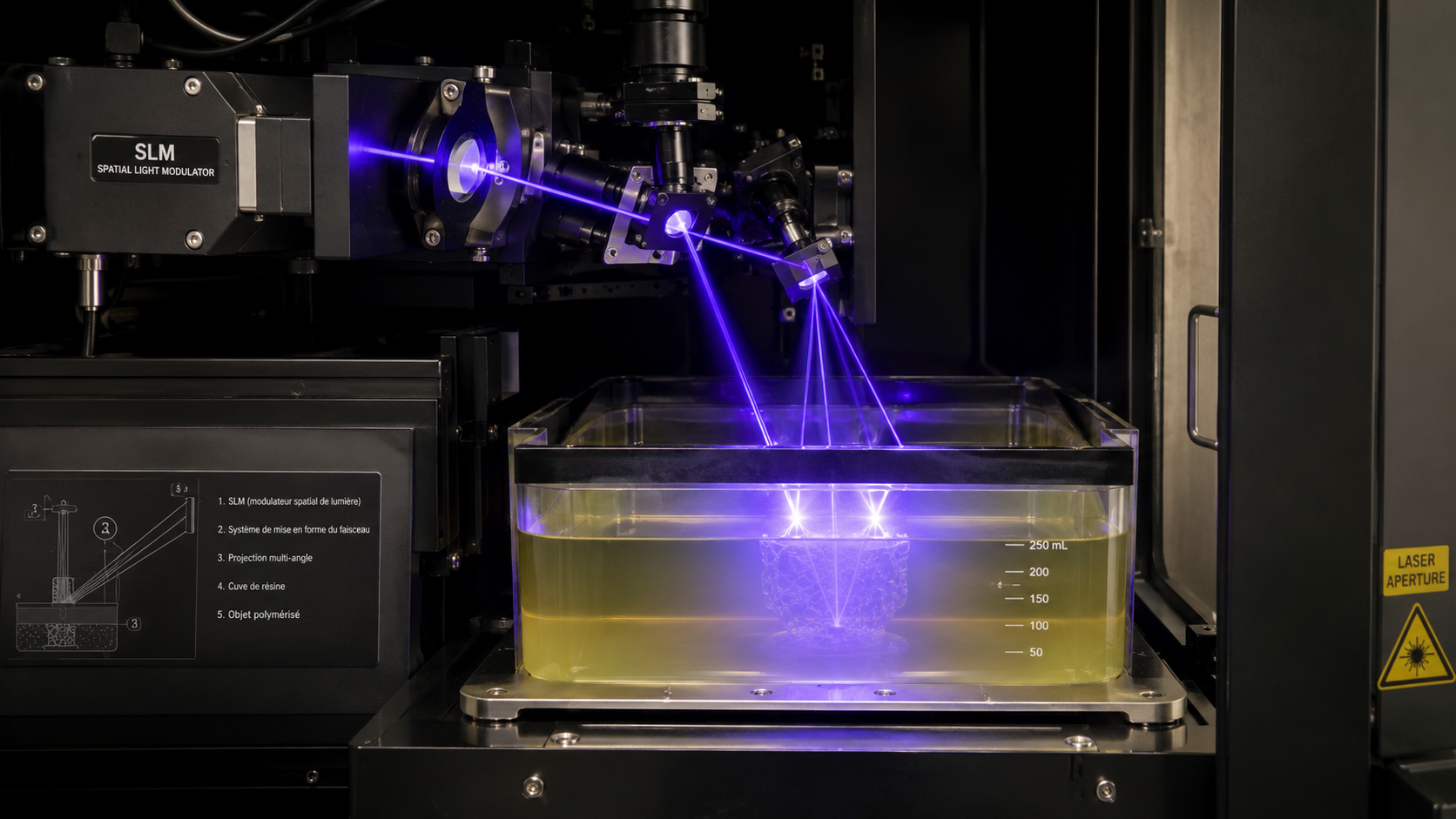
La réussite d’une impression volumétrique repose sur une synergie stricte entre optique et chimie. Pour cela, le système utilise un modulateur spatial de lumière (SLM). Ce composant modifie la phase et l’amplitude d’un faisceau laser. Il sculpte ainsi le front d’onde pour projeter des images dynamiques sous différents angles.
Le procédé s’appuie sur des algorithmes de reconstruction tomographique inversée. Ces calculs sont inspirés des scanners médicaux CT. L’imprimante ne mesure pas la lumière absorbée, mais projette l’énergie exacte pour former la géométrie cible. Les motifs lumineux traversent une cuve transparente remplie de résine photosensible.
La chimie de la résine agit comme un filtre binaire. Elle contient effectivement des photoinitiateurs sensibles à des longueurs d’onde précises. La polymérisation ne se déclenche qu’au-delà d’un seuil critique d’irradiation. Seules les zones où les faisceaux laser se croisent durcissent, tandis que le reste du liquide demeure intact.
Du sticker brillant à l’objet 3D : l’Holo-Printing en deux dimensions
Le terme « holo‑printing » possède une dualité qu’il faut clarifier. Dans les arts graphiques, il désigne l’impression de motifs bidimensionnels sur des supports holographiques. Ce procédé ne crée pas de relief physique, mais simule la profondeur par diffraction lumineuse. Les imprimeurs utilisent des films vinyle ou des papiers spéciaux recouverts d’une fine couche métallique micro‑embossée.
Pour obtenir un rendu net, l’application d’une base blanche opaque est essentielle. Les encres CMJN, naturellement transparentes, laissent passer les reflets du support métallique. Sans cette couche, textes et graphismes deviennent illisibles sous les variations lumineuses. L’imprimeur dépose donc sélectivement l’encre blanche pour bloquer la diffraction aux zones voulues.
Cette technique joue un rôle clé dans la sécurité moderne. Passeports, billets et cartes d’identité intègrent des motifs microscopiques impossibles à reproduire avec des moyens standards. Les gouvernements et banques l’utilisent d’ailleurs pour prévenir la falsification. Dans l’emballage de luxe, elle attire aussi l’œil du consommateur en modifiant l’aspect visuel selon l’éclairage.
De Berkeley à Tsinghua : chronologie d’une accélération fulgurante
La fabrication volumétrique a connu une accélération rapide au cours de la dernière décennie. Entre 2017 et 2019, l’équipe de Hayden Taylor à Berkeley publie les bases de la lithographie axiale calculée (CAL). Leur dispositif démontre la faisabilité d’objets sans couches en moins de deux minutes. Cette étape marque le début d’une nouvelle approche.
En 2020, la recherche franchit un cap industriel avec la xolographie développée en Allemagne. Cette variante introduit deux sources lumineuses orthogonales. L’une active chimiquement une tranche fine de résine. L’autre projette simultanément la géométrie cible, atteignant une résolution proche du micromètre.
Plus récemment, l’Université Tsinghua présente la méthode DISH. Ce système supprime toute rotation mécanique du flacon ou de la source lumineuse. Les ingénieurs utilisent des modulateurs optiques ultra‑rapides capables d’orienter les fronts d’onde à des fréquences de plusieurs dizaines de kilohertz. Cette avancée réduit le temps d’impression sous la seconde pour des micro‑composants complexes.

Pourquoi l’Holo-Printing va sauver l’industrie des casques de réalité mixte
La production de composants optiques reste le principal obstacle pour les fabricants de lunettes de réalité augmentée et mixte. Les lentilles et guides d’ondes exigent des surfaces parfaitement régulières. L’impression 3D classique échoue à cause de l’effet d’escalier des couches. Les étapes de polissage modifient souvent la géométrie et entraînent de nombreux rejets.
La fabrication volumétrique apporte une solution définitive. La polymérisation se fait dans un continuum liquide, sans rupture entre fluide et solide. Les composants sortent avec une transparence cristalline immédiate. Les entreprises d’informatique spatiale produisent ainsi des matrices de micro‑lentilles adaptatives intégrées directement aux modules d’affichage.
Ce procédé transforme aussi les flux de travail des ingénieurs. L’intégration de logiciels comme Gravity Sketch avec l’impression volumétrique réduit les cycles de développement. Un designer ajuste la courbure d’une monture en immersion virtuelle. Le fichier est matérialisé en quelques secondes et testé immédiatement sur le visage.
Bio-impression et micro-fluidique : la vie créée par la lumière
Le domaine médical profite directement de la fabrication volumétrique. La bio‑impression par dépôt de filament impose des contraintes mécaniques destructrices. Les forces de cisaillement altèrent la membrane cellulaire et la lenteur du procédé provoque la déshydratation. La technologie tomographique supprime ces limites en maintenant les cellules dans un milieu protecteur.
Les chercheurs de l’EPFL exploitent des hydrogels biosourcés pour encapsuler des cellules souches humaines. Le faisceau lumineux traverse le gel sans imposer de contraintes physiques. Le temps d’exposition court préserve un taux de viabilité supérieur à 90 %. Ils réussissent à créer des architectures vasculaires, du cartilage et des modèles hépatiques en moins de trente secondes.
La fabrication volumétrique s’impose aussi dans les puces micro‑fluidiques. Ces dispositifs intègrent des réseaux de canaux internes de la taille d’un cheveu. Les imprimantes classiques échouent à vider la résine emprisonnée. La projection lumineuse ciblée durcit les parois extérieures tout en gardant le fluide intact. Un simple rinçage libère des circuits hydrauliques complexes et étanches.
Les spécificités techniques de l’Holo-Printing acoustique par ultrasons
Une approche alternative remplace les lasers par des ondes ultrasonores. Des transducteurs piézoélectriques à haute fréquence projettent des hologrammes acoustiques au cœur de la matière. Les ondes sonores se croisent en des points précis pour créer des zones de haute pression. Cette convergence provoque cavitation localisée et élévation thermique en une fraction de milliseconde.
Cette impulsion thermique déclenche une polymérisation instantanée. Contrairement aux lasers, les ultrasons traversent les milieux opaques sans dispersion majeure. Ils permettent d’utiliser des polymères chargés de particules conductrices. Ils ouvrent aussi la voie au traitement de composites complexes impossibles à fabriquer par des procédés optiques.
La perspective médicale de cette technologie est prometteuse. Des expériences montrent qu’il est possible de projeter des ondes ultrasonores à travers les tissus cutanés. Un hydrogel injectable peut être solidifié directement sur une lésion osseuse. Cette méthode crée des implants de stabilisation sur mesure sans chirurgie lourde.

L’écosystème commercial en 2026 : les machines déjà sur le marché
En 2026, la fabrication volumétrique passe au stade industriel. Les constructeurs proposent des machines prêtes pour une intégration en usine et en clinique. L’entreprise allemande Xolo semble dominer le marché avec sa seconde génération d’imprimantes. Leurs systèmes associent lasers stabilisés et modules thermiques pour garantir la répétabilité des pièces destinées à l’horlogerie et à la micro‑mécanique.
Les performances techniques sont mises en avant. La résolution spatiale atteint 5 micromètres sur les trois axes. La rugosité de surface est inférieure à 10 nanomètres dès l’extraction. Le volume d’impression maximal correspond à un cylindre de 100 millimètres de diamètre. Les machines sont compatibles avec acrylates, méthacrylates et hydrogels biosourcés.
Le constructeur suisse Readily3D se concentrerait sur les biotechnologies. Sa plateforme tomographique sans contact s’intègre sous des hottes stériles en laboratoire pharmaceutique. Le marché reste limité au B2B en raison du coût élevé des composants optiques. L’accès à cette technologie demeure réservé aux centres de recherche avancés et aux grandes industries aéronautiques et médicales.
Le rôle de l’intelligence artificielle dans l’optimisation des trajectoires de calcul
Le traitement logiciel des fichiers numériques freinait la démocratisation des procédés volumétriques. Le calcul des images de diffraction demandait des ressources importantes. La moindre modification de la géométrie imposait de recalculer toute la séquence vidéo. Les temps de calcul dépassaient souvent la durée réelle de l’impression.
L’arrivée de l’intelligence artificielle change la donne. Les réseaux de neurones convolutifs génèrent les séquences tomographiques en temps réel. L’IA corrige les distorsions optiques liées aux variations d’indice de réfraction de la résine. Ce calcul adaptatif assure la fidélité dimensionnelle de la pièce malgré les perturbations internes. Je pense que cette avancée marque un tournant décisif pour l’industrialisation.
L’apprentissage automatique optimise aussi la gestion thermique. La polymérisation produit de la chaleur qui peut dilater la matière et fausser la précision. Les puces NPU intégrées modulent l’intensité du faisceau lumineux milliseconde par milliseconde. Cette régulation stabilise les pics thermiques et garantit des géométries aux parois très fines.
Les limites des matériaux compatibles avec l’Holo-Printing industriel
Malgré des vitesses spectaculaires, la fabrication volumétrique reste limitée par sa bibliothèque de matériaux. Les résines doivent être parfaitement transparentes à la longueur d’onde du laser. La moindre impureté provoque une diffusion multiple des photons. Le faisceau perd alors sa cohérence et la polymérisation échoue.
Cette dépendance interdit l’usage de charges structurelles courantes. Les ingénieurs ne peuvent pas ajouter de fibres de carbone, de billes de verre ou de pigments sombres. Les polymères utilisables se limitent à des résines transparentes ou translucides. Cette restriction empêche la production directe de pièces de carrosserie ou de composants soumis à de fortes frictions.
Un autre défi concerne l’indice de réfraction. La résine liquide change brutalement d’indice au moment de la solidification. Cette variation crée une interface optique interne qui dévie les rayons lumineux. Le phénomène limite la profondeur utile des cuves. Les ingénieurs réduisent donc volontairement la taille des objets à des volumes centimétriques pour préserver la précision géométrique.
- Partager l'article :
